
Written by John Hertig on The Prepper Journal.
Editors Note: Another guest post from John Hertig, number 24 I believe, to The Prepper Journal. As always, if you have information for Preppers that you would like to share and possibly receive a $25 cash award as well as be entered into the Prepper Writing Contest with a chance to win one of three Amazon Gift Cards with the top prize being a $300 card to purchase your own prepping supplies, enter today!
There are many jigs to aid you in completing an 80% AR-15 (or AR-10/AR-308) receiver, with router based systems generally being preferable. One of the better examples of this style was the Easy Jig by 80percentarms.com. Then a step forward in jig technology became available from 5D tactical. This system offered much less drilling, more convenient depth setting gauges, more accurate positioning of the jig with respect to the receiver, a larger diameter, better supported end mill bit, less swapping of jig parts during the milling process and a “touch free” (the end mill bit never touches the jig) guide system. All in all it was a significant step forward in 80% jig technology, and a similarly advanced Generation 2 of the Easy Jig became available not long afterwards. As far as I know, these two are the state of the art in jigs at this instant in time (October 2017).
So which one is better? Ask and you’ll likely get one of three answers: 5D tactical, Easy Jig Gen 2, or “If you do only AR-15s then 5D else Gen 2”, and in many cases, the person responding has only used one of them, so their answer is suspect. I imagine that you can count the number of people who have used both on the thumbs of one hand, since neither one is inexpensive. I got the 5D tactical because at that instant in time it was the only one known, but upon finding out later about the Gen 2, I thought it might address a couple of things I didn’t like about the 5D jig; those quirks were not significant enough though to justify getting yet another jig. But it annoys me when people say one or the other is better unless they have actually used both of them. I contacted 80% Arms to see if they were interested in me doing a head to head comparison, and they agreed.
I’m a fan of the Tennessee Arms brass reinforced polymer receivers but to give the jigs a real test, I got billet receivers from 80% Arms. This was because they were the only place I found which had lowers (and uppers) which matched a particular color I wanted AND could engrave them, and although the other color I use is universally available, I wanted all the test receivers to be as identical as practical to ensure the most accurate comparison. I am quite competent mechanically and have done a few 80% AR receivers using a drill press jig, an Easy Jig Gen 1 and the 5D tactical jig so far, so can be considered quite familiar with the process.
The test will be a billet receiver completed in the 5D jig immediately followed by one in the 80% Arms jig. As a final step, I have a friend who wants an AR in that non-standard color, and has not only never done an 80% before, but is completely unpracticed with anything mechanical, so I’ll have her use the “better” (in my opinion) or at least “easiest” jig to see how “idiot proof” it is.
We will use the Dewalt DWP611 trim router, as in my opinion (as well as many others); it is the best router for this task. And our cutting fluid will be Tap Magic Aluminum, because that is what I have from some people’s recommendations when I started out, and it seems to work well. There may be better choices, but as long as it is used with both jigs, should not affect the comparison.
Specification Comparison (From the Web Sites)
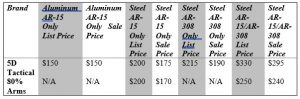
5D offers free shipping on orders over $200 and so does 80% Arms. The 80% Arms Gen 2 jigs are being ordered faster than they can make them and the site says to expect three weeks between order and shipping.
Construction – Both jigs being compared have the steel side plates to better resist the guide holes being enlarged during drilling and to be as equivalent to each other as possible. If you are very skillful at hand drilling or only need to do a couple of receivers or have a drill press, you can save some money by getting the aluminum version of the 5D jig (AR-15 only). If you’re using a hand drill and are not great at keeping it absolutely perpendicular, the thicker the sidewalls, the less chance you have of drilling the holes at an angle (and messing up the side plates). The 5D walls are supposed to be 1/2″ thick and the 80% Arms walls are supposed to be 3/4″ thick. If you are still nervous, 80% Arms has a hardened steel “stabilizer” which mounts to the side plate and doubles the amount of the drill bit supported to an equivalent of 1 1/2″ thickness. These accessories cost $20 each or a set of two is $30.
Routers Supported – Both can use a quality trim router like the Dewalt. The Gen 2 has an adapter available for an additional $30 which allows use of a full size router. This would be handy if that is the router you already have (and you have a 1/4″ collet for it), but I’m wondering if it would be more difficult to use precisely. I find that hands on the trim router base gives a “better touch” than grasping full size router handles.
Universality – The 5D jig only does AR-15. There is a conversion kit for AR-308 available for $130 (on sale for $120). The Gen 2 can do both. Neither jig contacts the receiver, so should handle most of the receivers out there, although being closed ended, they may have difficulties with receivers with buffer tube sockets longer than spec.
Guide Methodology – The 5D jig has two guide pins which go into guide depressions on each side of the receiver. This could work very well, but you will have to stop milling twice to change the lengths of the pins, which confines your milling to the appropriate areas. And if you drop one of the small parts, you have to look for it, and if you can’t find it, you are at a standstill until you get it replaced. The Gen 2 has a bushing around the bit which rides on the jig; you are limited to the proper area by a pin which goes through a hole across the jig to block the bushing from going into the take-down lug pocket are, and a sub jig is screwed in place to guide milling the trigger slot.
Drilling Required – The 5D jig requires two holes to be drilled, a 3/8″ hole to depth to start the router in, and a 5/16″ hole all the way through as a pilot for the trigger slot, although using a 5/16″ hole for a 5/16″ end mill bit might be a bit tight. Since you are drilling from the top of the receiver, the drill bit can’t “walk” like it can if you drill this hole after milling out the cavity as was required when using older technology jigs, which leaves you with a notch in the side of your trigger slot. In the 5D, the drill guide is about 3/4″ thick, so using a hand drill can still end up in the hole being at an angle and there have been reports of this happening. Unless you are really good at keeping a hand drill perpendicular, it is better to use a drill press for this hole. The Gen 2 requires only one hole to be drilled, an 11/32″ hole all the way through both to start the router in and as a trigger slot pilot. Although better than 5/16″ for starting the router bit each pass, it is a bit tighter than 3/8″. But if you used a 3/8″ pilot hole, it would be bigger than the trigger slot it is pilot for. The 80% Arms drill guide is 1 1/2″ thick, which should make it harder to screw up with a hand drill. I have not seen any reports of people’s trigger hole being messed up with this jig.
End Mill Bit – Both require using their own (or possibly each other’s) end mill, because neither uses the shank of the bit as a guide like the older technology jigs. The 5D bit tapers from the 1/4″ shaft used by trim routers to 5/16″ for the rest of the shaft to the cutting flutes to reduce flexing and improve cutting. The Gen 2 has the same sizes, but “steps” from one to the other. Either company charges $50 for the complete tool set or $40 for the end mill bit alone. A taper is intrinsically stronger than a step, but since in both jigs the bit is supported by a bearing at the router base well below the transition, that would seem to be a moot point. It is easier to correctly position the step; if you were to tighten the router collet on the tapered section, it is likely to work free and cause problems.
Unique Features – The Gen 2 has a port to which you can connect a Shop-Vac to help suck out the chips.
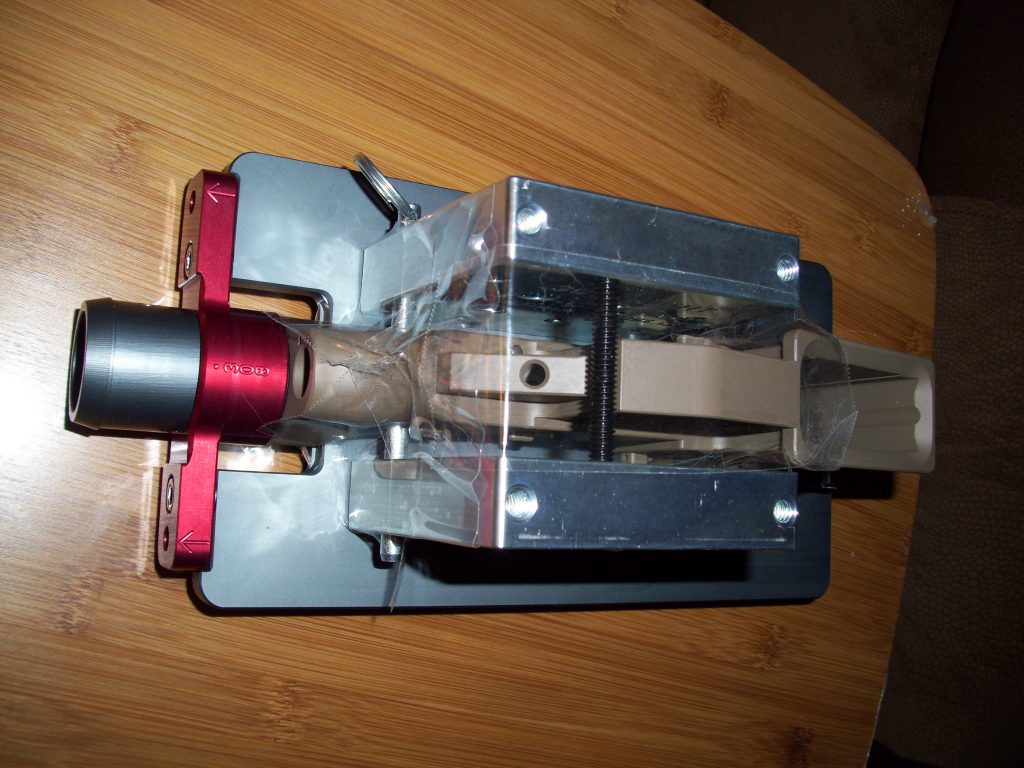
5D Tactical Jig – Assembly
Assembling the 5D jig is a bit more involved than some older jigs, but not excessively so. You have to provide your own Allen wrenches (3/16 and 7/64) which some jigs come with, and you need a Phillips screwdriver. The drill guide is held to the side plates by four Phillips flat head screws. The orientation is critical, so the hole spacing is made slightly different side-to-side, preventing you from fastening it in place wrong. This can be disconcerting if you try to install it incorrectly. The pivot pin holder attaches to the front of the jig with two more of these screws. The jig panel is held to the side plates by six Allen head cap screws. There is a disc which screws into the buffer tube socket; if getting it in (or out) is a problem, screw the last two Phillips flat head screws in part way to act as a “handle”. This disc needs to be installed before inserting the receiver into the jig. The receiver is held in the jig by a pin through the pivot pin lug, a pin through the take-down pin lug, and two flat head screws through the jig end into that disk screwed into the buffer tube socket. Make sure you put the pins in before tightening the screws into the disk, or the receiver may be pulled too far to the rear for the pins to go in. The final assembly step is to thread a long Allen head cap screw from one side plate through the other. Since both side plates are threaded, this keeps the jig from distorting when clamped in the vise. Once assembled, you can remove the receiver by removing that long screw from the bottom and the two flat head screws from the buffer tube disk. Pull the two pins and the receiver drops out. With the pins in place and the two screws tightened into the disk, the receiver does not move at all in the jig.
Note that if your buffer tube socket is longer than mil-spec, it won’t fit into the 5D jig unless you modify the jig plate. The first one I did with this jig was a Tennessee Arms Liberator, which was significantly longer than spec, so I used a 1/4″ end mill and my drill press to cut notches in each side of the end bar to allow the receiver to be installed. I can’t say for sure, but mounting the 80percentarms receiver to be used in this comparison, it appeared this receiver also might not have fit if the modification had not been done, although it looked to be real close.

The router has to be prepared as well. Remove the factory base. Insert the end mill bit into the router and finger tighten the collet (a segmented band or sleeve put around a shaft or spindle and tightened so as to grip it) until the bit just barely slides, then push in the bit until it stops (hits the start of the taper). Pull the bit back out about a 1/16 of an inch, and tighten the collet VERY TIGHT. Use a “real” wrench rather than the short, thin one supplied with the router. Adjust the depth so that the collet is ABOVE the end of the router (so it is “inside”). Carefully slide the jig router base bearing over the end mill bit, and fasten the jig router base to the router following the instructions for your router. The Dewalt just takes 4 screws though the jig base into threaded holes in the router base. Once the router is ready, adjust the depth to the initial mark in depth gauge 1.
Install the first set of guide pins into the jig base on the router. These are the shortest ones, for milling “full length”, including the take-down pin pocket. I don’t use this, preferring to fit the upper to the lower manually using AC Delco Gear Marking compound on the take-down lug. I force the lug into the pocket as far as it will go; when I remove it, some of the yellow goo has transferred to the places in the pocket which are tight. These areas can be ground down with a Dremil tool, and the upper installed again to find where else it is tight. I repeat this sequence until the upper fits, then wipe off the remaining goo. This provides the best fit of the upper, and reduces the chances of damage to the buffer stop pin hole or the take-down pin detent hole from over enthusiastic milling. If the take-down pin pocket is not already milled at all or you don’t want to “hand fit” the upper, do use the shortest guide pins. If you don’t want to mill the take-down pin pocket, use the medium length guide pins to start.
The instructions are good, but appear to only be available on the site as both text (PDF, so you could print them out) and video.
80% Arms Gen2 Jig – Assembly
The 80% Arms jig requires assembling as well. In fact, before you can assemble it, you have to “disassemble” it because it comes with the big parts bolted together with two bolts which you are instructed to discard. I wouldn’t toss them; but would keep them for packing away the jig later. All the assembly (and disassembly) uses the supplied (3/16″) Allen wrench. There are two nylon tubes through the selector holes which hold the side plates securely together; the plates must be pulled apart against the friction of these tubes. I would also save these tubes for future storage of the jig.
The side plates are connected to the top plate with two cap screws each, which should not be completely tightened in order to allow final fitting. Follow the instructions to figure out which direction to mount them for the model you will be making, and make sure the directional label on each side plate matches the directional label on the top plate. The buffer tube support is screwed to the end of the top plate with two more cap screws which should also not be completely tightened. Follow the instructions to get it into the correct orientation for your model, and put the cap screws in the RECESSED holes, not the flush ones. Slide the receiver into the jig; if there is a gap between the top of the receiver and the bar across the top plate right behind the magazine well, put some layers of painter’s tape on the top of the bar to fill the gap. Insert the appropriate set of pins through the jig and the pivot and take-down pin holes in the receiver, then get the buffer tube (Shop-Vac port) started in the buffer tube socket and screw it in only three full turns (to allow final adjustment) then tighten the two cap screws holding on the buffer tube support. Screw the long bolt though the threaded hole at the bottom of each side plate, to prevent deformation when clamping into the vise. Now follow the instructions on how to tighten the four cap screws and the buffer tube screw (using the Allen wrench through the two holes) in order to ensure the jig and receiver are assembled square to each other. The receiver should have no movement when correctly mounted in the jig.
The 80percentarms receiver just barely fits in the jig lengthwise, and in fact, some of the cerakote was scuffed and a bit even scraped off the end of my buffer tube socket due to contact with the buffer screw support. The Tennessee Arms receiver did not fit at all. However, since the buffer tube support is bolted on, placing one or more pairs of washers between the support and the top plate should solve any reasonable length problem. Get “fancy” ones which are all the same thickness to avoid having this part at an angle to the receiver. 80% Arms also has an AR-15 only version of the Gen 2 for less money than the universal Gen 2 version. This has a fixed end bar, so probably will not allow receivers with buffer tube sockets much longer than mil-spec to be inserted. And it looks to be more difficult to modify than the 5D jig.

The last step is to install the pilot hole guide, which can only go in one way with an unmilled receiver installed, and is held in place with the last cap screw. In order to maximize the effectiveness of the Shop-Vac chip removal, use tape to close off the top half (above the jig) of the Shop-Vac port as well as all the holes in and around and between the side plates. The port requires a 1 1/4″ hose, but is male, and most hoses have a male end as well. If you have a spare or dedicated hose, you can cut off the end, or you can get a short length of 1 1/4″ hose from a bigger hardware store to connect a male hose end to the port.
As for the router setup, it is essentially the same as the 5D. The only differences are that it is easier to position the step about 1/16″ below the collet than it is the taper, and there is a centering procedure for the bearing described in the instructions which is pretty important. You will need a Phillips screwdriver and/or whatever tool is used to remove the stock router base.
One thing to be aware of: the thickness of the sidewalls pushes the overall width which needs to be in the vice to 3 1/8″, which didn’t fit into my 3″ jaw drill press vice; so I used a bench vice.
The instructions are very detailed and included in printed form in the package; the latest version is also available in PDF form on the web site. I could not find video instructions on the site, but one was done by an 80% Arms dealer at www.80-lower.com and you may be able to find others.
5D Tactical Jig – Experienced User
Drilling the pilot holes was about the same as every other jig; just a lot fewer were required. Only two holes are needed, one 3/8″ hole to depth (which requires accurate placement of a drill stop using the built-in depth guides) and one 5/16″ trigger slot pilot hole (which needs to be prevented from drilling into the built-in trigger guard, if present). The guide for these two holes is “flush” to the jig plate, which is necessary to set the drill depth, but does not provide “enough” guide stability for the trigger pilot hole, and has no way for chips to get out except the top of the hole, which makes it a bit more difficult than jigs which have an escape hole or channel at the bottom. My 5/16″ drill (not from 5D) was long enough that even fully chucked it could ding the built-in trigger guard, so I used the 3/8″ drill stop on the 5/16″ bit as a safety. As others have reported, the hole angled to one side, meaning I’ll have a notch in the side of my trigger slot, which is primarily a cosmetic problem. Still, I strongly suggest using a drill press for this hole.
After drilling the holes, remove the four screws and pry out the hole guide (the Phillips screwdriver in the smaller hole works well).
The first pass was a surprise, both good and a bit annoying. The end mill cut like a dream, much better than my previous experience with the 1/4″ end mill in the 80% Arms Gen 1 jig, but it threw the chips EVERYWHERE! There were none in the cavity except for a few in the pilot hole. I found this intolerable, and even though it would not be a “true” comparison, I installed and used the Dewalt accessory vacuum port to keep the chips somewhat under control. This did not cure the problem, but it did reduce the scope adequately during the passes for depth gauge one. By the time I reached the end of this depth gauge, the hole was deep enough to contain a majority of the chips, and the vacuum no longer had much effect anyway.
After several passes, I noted that the two screws holding the buffer tube disk in place had backed out some. Keep an eye on these; if they are, or work loose from the vibrations, the receiver can move in the jig, which has negative implications for the accuracy of the results.
Also, since the guide system uses two points, if you allow the router base to rotate, the end mill won’t be able to reach all the way to one side. I was standing to the side of the jig to do the milling and after a few passes, I noticed that the side wall on the side next to me was tapered, so had to go back and redo those passes. I suggest ending each pass with a complete clockwise tour around the outside of the cavity making sure the jig base plate is parallel to the sides of the jig plate, as if the base rotates, it changes the geometry of the guide system. I fought this tendency during the entire process and even then occasionally ended up with a bump on the near wall which had to be redone. The previous time I used this jig, I was standing at the buffer tube end and did not have this problem, so I suggest NOT standing to the side during milling.
When I bottomed out on depth gauge one, I would have had to change pins if I had been milling the take down lug pocket. As it was, I could continue with depth gauge two without stopping. Although the suggested depth increments worked well during depth gauge one, I found that using 1/2 mark increments was better during depth gauge two. The marks were a bit difficult to see in limited lighting.
During the depth gauge two phase of this test, the router depth stop loosened, requiring me to re-tighten it and redo some passes to even out the floor. I suggest checking the bit and depth stop tightness right before starting and when you go from depth gauge one to depth gauge two. It would not be unwise to do a final check of these again before doing the last few passes. I was astonished to find an unexpected slot along the grip lug; on measuring the cavity, I found that it was .06″ too deep. Double checking the jig depth gauge, it is correct, so either the bit slipped, the router depth slipped, or I left a gap between the router base and the edge of the jig when setting the final depth. I suggest it is always a good idea to use a digital depth gauge to check the depth of each of the last few passes before completing the pass.
I’ve always thought that using a 5/16″ guide hole for a 5/16″ mill would be a problem, but since my guide hole was off center, I could not verify that; I had to use the “tilt in” method to cut the trigger slot.
The cavity looked to be correct and the finish was very nice. Drilling the selector and pin holes with a hand drill was about the same as any other good jig. The completed receiver accepted the LPK and functioned flawlessly, and the upper fit nicely. If you do your part, this jig can produce top notch results with much less work than with an older technology jig, but it does offer you opportunities to screw things up.
80% Arms Gen 2 Jig – Experienced User
Drilling the single pilot hole was a joy, at least relatively speaking. The guide is thick enough that it provides lots of support for keeping the drill vertical, encouraging no nicks along the sides of the trigger slot, and along with the 80% Arms length drill, makes it “impossible” to ding up any built in trigger guard. The instructions are very specific that you NOT use a cordless drill. I violated that specification shamelessly, since I have a good (powerful) cordless drill and do not have a good corded drill, and other than possibly for this use, have no interest in getting a good corded drill. My drill worked fine for me. Due to the depth of cut and risk of binding, if you don’t have a powerful cordless drill with good battery capacity, use a corded drill as specified. There is a hole on each side of the guide which aids in chip removal without sacrificing any guidance of the drill. The resulting pilot hole was dead centered in the trigger slot. Usually using a drill press for this hole is best with any jig, but in the case of this jig, it is less necessary and more difficult to do, as the higher guide might not fit, requiring you to play tricks with the table height.
Starting out, the single pilot hole is hard to find with the bit by feel; the quickest way to find it is visually; a small bright flashlight is helpful. Once you get it centered in the hole, it cuts very smoothly. And as you get deeper in the cavity, it seems to be easier to find the pilot hole, getting harder again as you near the bottom. It does not throw chips out the top like the 5D, and with the holes and slots taped up and a shop vac attached and running, the chips are fairly well controlled. Without the vac running, chips still are not much of a problem, except you do need to suck them out manually after each pass. It is wise to check after each pass and manually suck any remaining chips, particularly when using depth gauge two.
The one point guide system has no risk of changing geometry like the two point system does, but it is still a good idea to go around the outside once you think you are done milling a pass. That small circular movement methodology these advanced jigs require makes it easy to miss getting into the corner. The marks were a bit easier to read than the 5D, but the last few in the gauge did need more light to see.
As learned with the 5D jig, I checked the tightness of the bit and the depth stop when moving from gauge one to the second gauge, and I started each of the last passes and immediately checked the depth before continuing. As a result of paying close attention, no equipment dared to act up and the result was an excellent cavity, with a nice finish.
Drilling the selector and pin holes with a hand drill was a bit more stable than with the 5D jig, although there are more holes in the side plate, which can be a bit confusing. When drilling on the other side, I added the accessory stabilizer, which went on easily and did give me more support. But I had to chuck the small drill further out in order to give it enough length. The completed receiver accepted the LPK and functioned flawlessly. The quality of the results was neck and neck with the 5D jig, but I found the Gen 2 easier to use and with fewer ways to screw things up.
80% Arms Gen 2 Jig – Newbie User
I did all the setup, but for legal reasons, the machining was done by the actual owner under my supervision, so it was not quite a true newbie experience. Since the receiver was quite hard to find in the specific color desired and extra expensive because of that, I wanted to minimize the chances of messing it up … or causing the owner annoyance.
She did quite well although was nervous as all get out. Figuring the right speed to move the router at was difficult for her. Early on, going too fast, the router jumped, and then after that, the nervousness led to slower than necessary movement for a while. Eventually the right speed was found “naturally” by getting used to the sound and feel.
I would say that someone who can follow instructions and has used a router and drill before should be able to make a good receiver without difficulty. Without tool experience, it would be much better to have someone experienced present to explain things and nip potential mistakes in the bud.
Comparison Results
In price, the 5D gets the nod if you are doing only AR-15s or you are doing only AR-308s. A drill press is recommended to minimize the fairly high chances of messing up the trigger slot edge. The AR-15 only Gen 2 is price competitive to the steel AR-15 only 5D, but there is no way to ever upgrade the 80% Arms version to AR-308. If it is likely you will be doing both models, the Gen 2 universal model is the price leader.
In universality, the Gen 2 has the advantage. Not only is multi-model capability built in, but the adjustments during assembly can compensate for more variances in receivers, and the bolt-on buffer screw support can be more easily made to handle buffer tube sockets longer than spec than can the solid end bar of the 5D.
As to the two guide methodologies, the 5D system works well if you do your part; however the Gen 2 system does not have problems if you don’t hold the base parallel to the jig plate, and is not subject to the risk of dropping small parts or having to change guide pins part way through the milling.
Assembly of the two jigs is roughly comparable; the 5D uses more screws and needs more tools while the Gen 2 uses less screws and one provided tool, but it does specify final adjustments not mentioned for the 5D. I’d say the defining difference is the buffer tube support. That disk the 5D uses is a bit of a pain, while the tube that the Gen 2 uses is rather more user friendly. Setting up the router is comparable, although the Gen 2 does have a centering step which the 5D does not require.
The initial drilling of the Gen 2 is way better, only needing one hole instead of two, having more support to keep the drill perpendicular and not requiring any depth restriction (unless the drill bit is extra long). It is best to use a drill press with the 5D to drill the trigger slot pilot hole. It is unnecessary and may be difficult to use a drill press with the Gen 2, because of the height of the drill guide. Drilling the selector and pin holes was slightly easier using the Gen 2 jig, and even easier using the stabilizer block.
When you get right down to it, the milling operation and drilling the pin holes are the most important things to evaluate. And although the 5D can do a good job, it is messier than the Gen 2 and slightly more subject to error. Adding the Dewalt Shop-Vac helped but did not come close to equaling the Gen 2 built-in port. The 5D milling process is not as continuous as the Gen 2 due to having to change guide pins part way through the process. Finally, it is easier to have the cavity too narrow with the two point guide system than it is with the one point guide system. The Gen 2 did just as good job milling, but it was less messy and provided fewer ways to screw up
Conclusions
It looks like (at this instant in time) these two choices are the “best” choices in jigs. The 5D works quite well, its “quirks” won’t bother some people and it is possible to overcome them. It is not completely “idiot resistant”. The Gen 2 avoids these quirks without introducing any significant ones of its own except for the Shop-Vac port being male, and is a bit more “idiot resistant”. So which jig is “better”? I’d say the 80% Arms is noticeably better for most people, “better” being defined as “easier to use and harder to screw things up” because both can do an equally good job, which is better than was practical with older technology jigs. Which to choose should be based on each person’s desires and situation. Use the Comparison Results to help you decide.
Breaking News (November, 2017)
It looks like the 5D jig is being replaced with the “Pro” version, which should probably be better than the original 5D jig since it seems to address some of the concerns I encountered without changing the good parts. And the new end mill bit system has the potential to be a significant innovation. It will be interesting to see what 80% Arms is working on.
The post AR Advanced 80% Receiver Jig Comparison appeared first on The Prepper Journal.
from The Prepper Journal
Don't forget to visit the store and pick up some gear at The COR Outfitters. How prepared are you for emergencies?
#SurvivalFirestarter #SurvivalBugOutBackpack #PrepperSurvivalPack #SHTFGear #SHTFBag
No comments:
Post a Comment